一��、 系統配置
1�、數字超聲波發生器一套
2、換能器一套
3��、固定法蘭一套
4���、焊頭一套
5�����、信號線及電源線3根
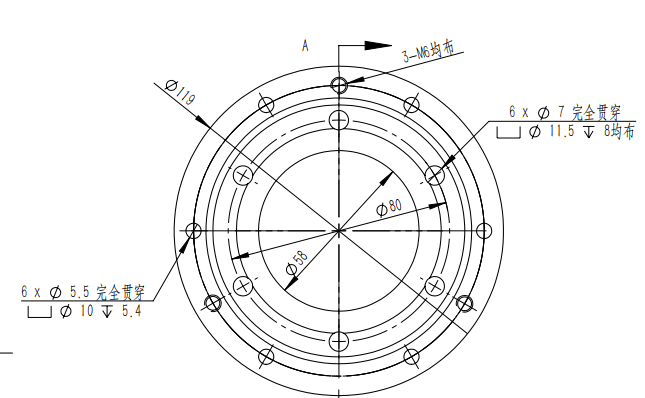
二�、 產品參數
| 驅動頻率 | 驅動功率 |
規格1 | 15k | 2600W |
規格2 | 20k | 2000W |
(一)數字超聲波發生器參數
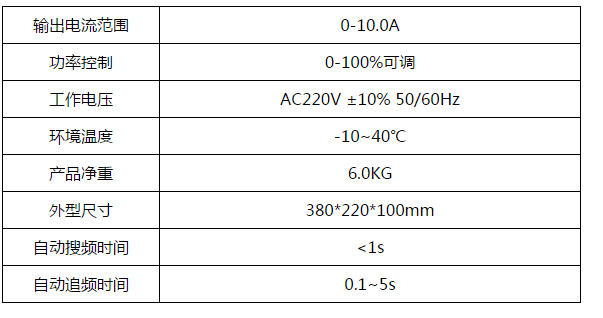
(二)換能器及法蘭參數
15K換能器尺寸:
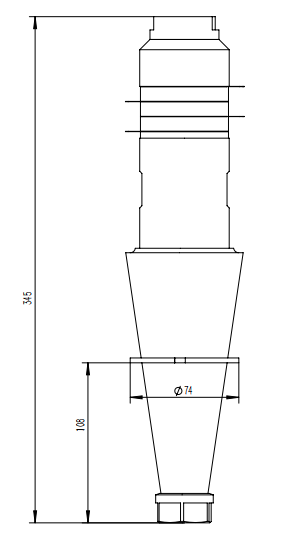
20K換能器尺寸:
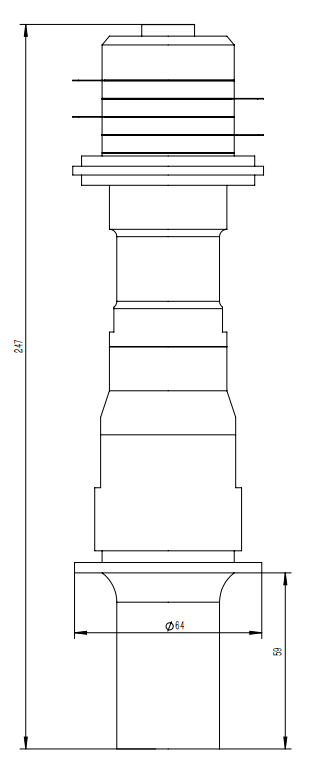
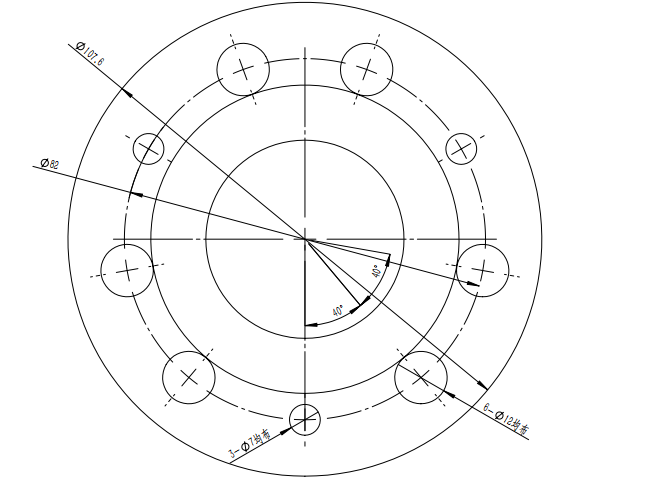
15K法蘭尺寸:
20K法蘭尺寸:
三��、 儀器的安裝
(一)安裝步驟
1、安裝法蘭
2、安裝轉接頭
3����、安裝焊頭
4����、連接電路(機器背后電源線的連接)
(二)安裝示意圖
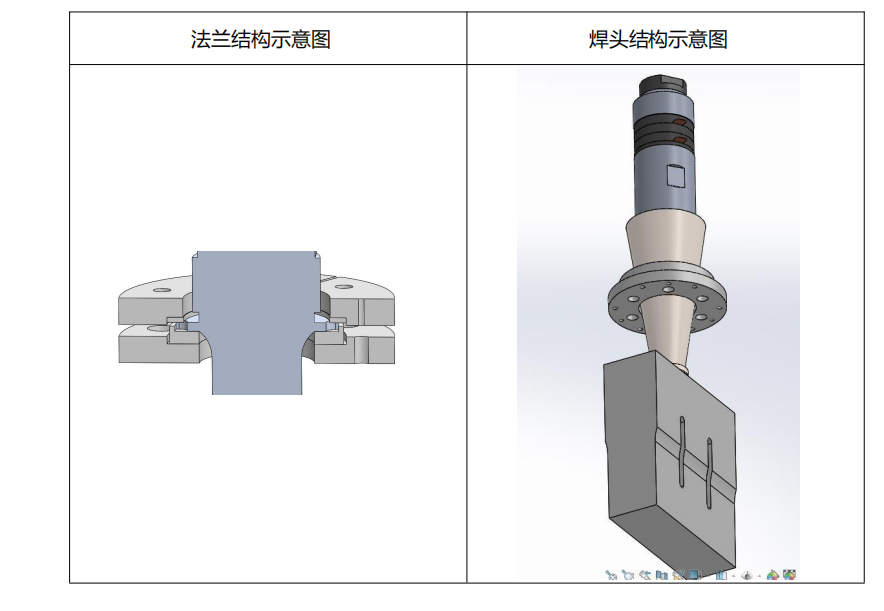
1���、結構示意圖
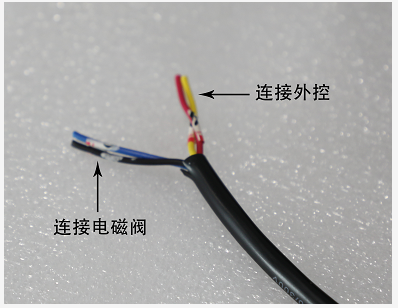
2��、電纜連接
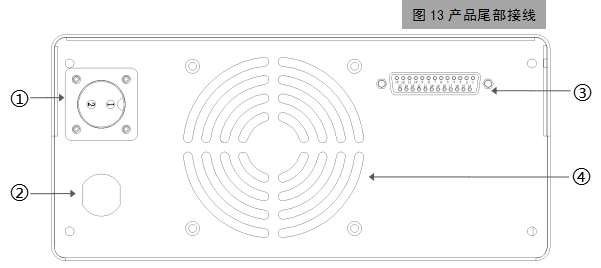
① | 20-2P航空插 | 超聲輸出端:1腳正極�����、2腳負極 |
② | 電源線扣 | AC220V輸入端 |
③ | DB-25串行接口 | 信號控制端(詳見圖12) |
④ | 通風散熱窗 | 設備安裝時避免遮擋 |

四、面板功能說明

五��、發生器菜單說明
開機顯示工作界面(圖2)�����。

1�����、工作界面(圖2):
(1)標準:顯示當前選中工作模式。
(2)時間模式:是顯示當前選中超聲的超聲方式。
(3)正常:表示當前機器狀態(正常/急停/請搜頻/故障狀態等)�。
(4)頻率:顯示當前頻率�。
(5) 功率:顯示當前工作時瞬間功率值�。
(6) 延時時間:顯示發超聲前延時時間。
(7) 工作時間:顯示發超聲時長。
(8) 保壓時間:顯示發完超聲后����,保持時間。
(9) 能量:最小能量�,最大能量(可以點擊設置0-10000J)����,用于判斷本次操作良品條件之一����。
(10) 時間:最小時間,最大時間(可以點擊設置0.01-9.99S)����,用于判斷本次操作良品條件之一����。
(11)良品數:統計操作多少符合設置條件數目��。
(12)不良品數:統計操作多少不符合設置條件數目�。
(13)振幅:設置并顯示當前超聲工作功率百分比���。
(14)復位鍵:發生故障報警時���,需要按此鍵復位一次�,以保證機器能正常工作。
(15)返回鍵:返回主菜單界面(圖3) ����。

2�����、調試界面(圖4)
 (1)正常:表示當前機器狀態�。
(1)正常:表示當前機器狀態�。
(2)頻率:顯示當前頻率���。
(3) 延時時間:設定當前延時時間(0-99.99S)�����。
(4) 超聲時間:設定當前超聲時間(0-9.99S)。
(5) 固化時間:也叫保壓時間�����,設定當前超聲時間(0-99.99S)�。
(6) 搜頻步階:決定搜頻速度,(1-100)�����,數值越大����,搜頻速度就越快,但相對搜頻精度偏差大��。
(7) 調整頻率:工作時自動跟蹤速度(0-50)����,值越小,調整速率越快�����。
(8) 工作振幅:當前工作振幅���。
(9) 頻率搜索:點動一次����,手動搜頻一次。
(10)調模:點動一次���,在DB25輸出端口中第7腳接通電磁閥�,手動控制氣缸壓下,再點動一次,電磁閥斷電,氣缸提起���。
(11)超聲測試:長按連續,松開停止工作。
(12)返回:返回菜單界面���。
3、設置界面
第一頁(圖5)
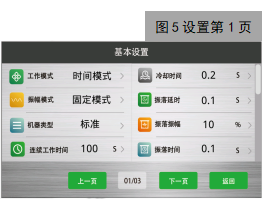
(1) 工作模式:選擇設定機器工作計算方式��;
時間模式→超聲工作時長根據時間決定��;
能量模式→超聲工作時長根據能量決定�;
連續工作→超聲一直發超聲;
接地模式→保留。
(2) 振幅模式:工作強度選擇控制方式��;
固定模式→按固定功率執行���;
模擬量→根據輸入0-10V電壓轉換對就0-100%功率���;
分階模式→把一次超聲輸出由A�、B段共同來完成,具體A、B段設定在設置界面第二頁。
(3)機器類型:機器基本控制方式(暫時不設定默認為標準);標準→標準操作方式;PLC→遠程控制方式��。
(4)冷卻時間:每次完成一次工作以后����,要暫停的時間(0-99.99s)。
(5) 連續工作時間:連續模式下超聲工作時間設定。
(6) 振落延時:在執行完固化時間后,二次發超聲延時(0-9.99s)�����。
(7) 振落振幅:二次發超聲強度。
(8) 振落時間:二次發超聲工作時間(0-9.99s)。
第二頁(圖6)
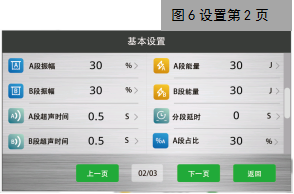
(9) A段振幅:分階模式中A段振幅強度��。
(10) B段振幅:分階模式中B段振幅強度���。
(11) A段超聲時間:時間模式中分階模式中A段工作時間(0.01-9.99s)���。
(12) B段超聲時間:時間模式中分階模式中B段工作時間(0.01-9.99s)�����。
(13) A段能量:能量模式中分階模式中A段工作能量(1-10000)���。
(14) B段能量:能量模式中分階模式中B段工作能量(1-10000)�����。
(15) 分段延時:預留功能�。
(16) A段占比:預留功能����。
第三頁(圖7)
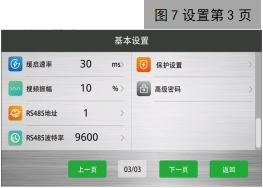 (17) 緩啟速率:控制發超聲工作的變化速率(0-200ms)。
(17) 緩啟速率:控制發超聲工作的變化速率(0-200ms)。
(18) 搜頻振幅:頻率搜索強度。
(19) RS485地址:設定本機RS485地址(1-99)。
(20) RS485波特率:設定本機RS485波特率(4800、9600、115200)。
(21) 保護設置:占擊空白可以進入保護設置界面����。
(22) 高級密碼:輸入對應密碼(123456)���,進入功能設置界面(圖8)�����。
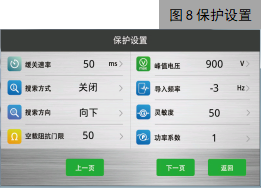
4����、保護設置
(1) 緩關速率:發完超聲后�,超聲緩關速率(0-200)��。
(2) 搜索方式:設定本機自動搜頻方式���。
關閉:關閉自動搜頻功能��。
開機:開機搜頻一次。
(1/2/4/6/8)分鐘:空閑時�����,每隔多少分鐘自動搜一次���。
(3) 搜索方向:頻率搜索方向(目前只有向下方向,其它不起作用)�,向下/向上/雙向����。
(4) 空載阻抗門限:預留功能����。
(5)峰值電壓: 工作輸出時��,限定最高輸出電壓(700-2500)。
(6) 導入頻率:超聲啟動時����,預導入頻率值(-100-100)����。
(7) 靈敏度:發生過載或者輸出電壓過高時�����,檢測比靈敏度值大次數超過上限�����,來斷定超過上限��,發生故障���。如果容易發生誤判����,可以調大此值(0-100)���。
(8) 功率系數:當工作時輸出跟實際不一致或者相差比較����,通過調此值來校對(0.1-9.9)��。
5、功能設置(圖9)
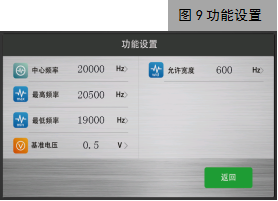
(1) 中心頻率:允許機器工作的頻率中心�,保護振頭超過允許范圍��。
(2) 最高頻率:最高允許工作頻率。
(3) 最低頻率:最低允許工作頻率。
(4) 基準電壓:一般不進行設置。
(5) 允許寬度:以中心頻率為基準��,最大允許工作頻率正負范圍��,一般不進行設置���。
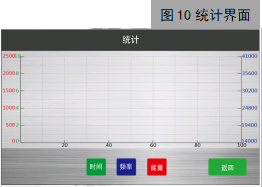
(6)數據統計(圖10),記錄最近100次的工作狀態,時間,頻率和能量���。
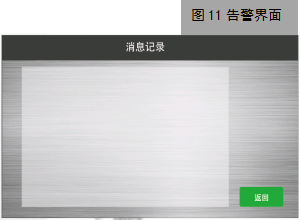
(7)告警消息記錄(圖11),記錄最近100次的告警信息。
六�����、使用注意事項
1��、確認電源電壓是否符合本機工作額定電壓���,超聲波電源工作電壓一般為AC220V���,如接錯輸入電壓會出現損壞配件導致超聲波電源無法正常工作�����。
2��、注意檢查超聲波電源與震子的頻率值是否一致,避免出現損壞超聲波電源�����、震子或調試異常情況��。
3�、請將超聲波電源放置于通風干燥處���。
4�、安裝時,超聲波電源左、右部及后部距離遮擋物應大于10cm,以利于散熱���。
5�����、安裝時����,超聲波電源保護地線必須保證良好接地�����,以免發生意外觸電危險���。
6��、嚴禁濕手操作超聲波電源���,以防觸電���。
七����、常見問題及解決方法
超聲波聯機調試中時常出現以下幾種情況:
1����、熔接過度
這種情況一般調小振幅即可解決。
2、焊不牢
這種情況一是上下模之間預留縫隙過大,振幅不能使其充分熔接,解決方法為調小上下模預留縫隙�����;二是振幅較小����,相應調大振幅即可���。
3�、焊接電源報異常、過載�、過熱
1)電源通電自檢后立即報異常
第一種可能是換能器正負極與電源間未正確連接�,或脫落�、或連接中斷,解決方案為檢查電源與換能器連接線��、連接器是否完好���,是否插牢��。第二種可能是電源本身有問題���,簡單的判別方式是代換法�,用此電源去帶一個已經運行良好的換能器模具負載端試一下����,如亦然報錯,基本可以判定電源本身有問題�����,建議返廠檢測維修����;如代換上去后,電源不報異常����,說明電源本身沒有問題,再去排查其它可能。
2)電源在設備運行過程中出現報異常與過載
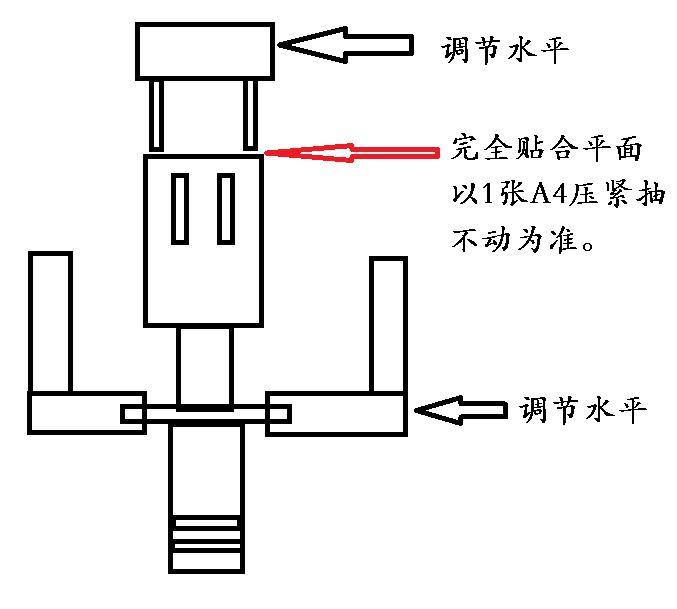
斷電重啟運行一段時間后又重復出現此狀況�,排查此類故障的方法總結為一句話三個要點:調模調壓調振幅調模分為調模具水平和調模具間隙�����。調水平是指調節上下模之間前后左右 4個方向的水平一致,縫隙大小一致。如模具水平沒調好,易導致模具某一角或某一邊受壓過重導致報異常;調間隙是指上下模之間給待熔接產品預留的空間�����,例如口罩��,只要預留一張 A4紙厚度即可����,上下模在水平的情況下��,壓住一張 A4紙�,既不會壓破又抽不出來即可�,實際需要的間隙是根據具體待熔接產品來定的。
調壓是指調節上下模之間的壓力����,現焊接設備多使用氣壓來工作����,一般設置氣壓壓力為 3-4 公斤,非特殊需要���,不要輕易加大氣壓壓力,特別對熔接很薄的產品�����,例如口罩�����,壓力太大容易使上下模互損,嚴重傷害模具���,縮短使用壽命,易導致報過載與異常。
調振幅是指通過調節焊接電源的輸出振幅來調節焊接模具頭的輸出振幅。實際工作中,由于實際操作者對設備不了解��,誤以為把振幅調的越大越好����,其實不然,振幅過大易導致過度熔接����,或者產品很薄�,本身模具縫隙就很小�,例如口罩,也易導致上下?;p����,電源報過載或異常�����。本機在熔接口罩時����,振幅設置在 50%左右即可�, 熔接耳帶時振幅設置為 30-40%間即可。
3、電源異常發熱
異常發熱是指電源報 E3 過熱報警狀態。第一種情況是一開機就報過熱報警��,電源并未實際工作�����,此多為電源本身故障,為保險起見�,把此電源換一個負載試一下�����,如果還是如此,可確定是電源問題����,建議返廠檢測維修����,如故障消除�����,則排查其它����;另一種情況是發現電源搜索出的頻率過高或過低(范圍是指高于20.1K�����,低于 19.6K)��,工作時間幾分鐘即報過熱�,極可能是模具頭損壞���,或模具頭與換能器之間嚴重不匹配�����,建議用儀器檢測換能器與模具頭,查出問題�����。在實際現場���,受條件所限���,不易準確判斷�,建議還是用代換法,把此電源帶其它已正常使用的換能器與模具�,如過熱報警消除����,可確定為模具頭與換能器發生故障�,則判定電源本身無問題,反之則電源有問題����。
4�、模具發出持續的尖銳聲
第一種情況多為焊接模具頭與換能器之間沒有緊固(不要以手擰的力度來判斷模具是否擰緊����,一定要用工具緊固,是一個力氣活)����;另一種情況為此模具已損壞或內裂���,不能再使用���,需更換�。
5�、關于 PLC 自動線控制
建議流程為:1 啟動超聲���,2 氣缸下行��,3 觸發計時 ��,4 結束超聲,5 釋放氣缸�����。不要出現氣缸下行到位后啟動超聲��,必須提前發振���。
6����、長振使用時在加換料之前必需超聲先開機搜索到正確頻率后方可加壓焊接���,否則極易引起過載與過熱報警�����。
八����、產品特點
1�����、無需溶劑�、粘黏劑或其他輔助物�,環保無污染、安全生產
2����、具有數字顯示功能��,多參數直觀顯示;
3、自動搜頻、自動追頻�,無需人工調節�,超聲振幅從0%~100%無極可調����,智能匹配不同產品類型;
4、全系統智能保護功能,具有預警提醒,安全防護系統;
5���、智慧化工作模式,可連續工作或控制模式工作;
6、陶瓷換能器優質轉效能高����,功率大;
7�����、創新的數字電路控制系統,克服了模擬電路控制的不足;
8�、時間控制操作功能����。能精準控制時間��,保證焊接精度;
9����、操作簡單�,維修方便;
10、電機控制簡單�����,穩定性強;
11�、焊接頭材料優質耐磨����,壽命長;
12��、代替人工焊接��、提高效率��、降低成本。
九��、工作原理
1�����、超聲波發生器將低頻交流電轉化為高頻交流電���,通過換能器將電能轉化為高頻振動的機械能�;
2����、焊頭作用于口罩的接觸面時產生每秒幾萬次的高頻振動;
3�����、高頻振動通過上焊件把超聲能量傳送到焊區�����,此區域的上下焊件發生摩擦���,產生局部高溫;
4、超聲作用后,壓力持續幾秒�����,使其凝固成型,形成固定的分子鏈�����,實現焊接�。
售后服務熱線:025-83738955 13951679945